Здравствуйте!
Вы пока не авторизованы на сайте.
Войдите на сайт или зарегистрируйтесь, чтобы добавлять свои материалы на сайт.
- Помощь: Регистрация на портале
Блоги




Зелёный текстиль
Производство текстиля – древнейшая практика человека, как и более молодые и современные технологии, вносит свой немалый вклад в нагрузку на природу. Это происходит по следующим причинам и направлениям, мешающим устойчивому развитию цивилизации: – занятие больших площадей под природные растительные волокна (хлопок, лен, сизаль, кенаф и др.); – использование в выращивании природных растительных волокон препаратов ядохимикатов; – большие затраты энергии и воды для переработки текстиля; – затраты на утилизацию и очистку выбросов в воздух и водоемы; – необходимость использования многочисленных и часто токсичных химикатов (более 200 наименований) и красителей (несколько тысяч марок); – готовый текстильный материал несет на себе текстильные вспомогательные вещества (ТВВ), например, аппреты и красители, некоторые из которых проявляют токсичность по отношению к человеку; – производство синтетических волокон требует в качестве сырья невозобновляемые нефть и газ. Это только основные экологические проблемы текстильного производства. Все эти факторы препятствуют устойчивому развитию цивилизации. Рост народонаселения планеты (к 2050 году – 9,3 млрд.) усугубляет эту проблему, поскольку и удельный расход текстиля его суммарное мировое производство растет и тянет за собой все экологические негативы производства. Принципы «зеленой» химии полностью относятся к производству текстиля, которое в значительной мере является химической технологией.
Зелёные технологии в производстве текстиля
Эко-текстиль – растущее, развивающееся производство текстиля, дружественное окружающей среде и использующее минимальное количество химикатов. К сожалению, в производстве текстиля невозможно обойтись без химических веществ (кислоты, щелочи, окислители, восстановители, красители различной химической природы), которые могут вызывать различные заболевания (головную боль, аллергия, раздражение кожи, проблемы с дыханием и даже рак). Эко-текстиль стал модным атрибутом и брендом многих продуктов многочисленных компаний по производству текстиля. Это ответ на вызов времени и пожелания общества, которое хочет получать текстильную продукцию одновременно высокого качества и экологичности. А это не так просто, поскольку оба требования требует больших затрат на технологические инновации. Экологические требования к текстилю начинаются с требования к волокнам, без которых пока текстиль не произведешь. Все природные волокна более экологичные, чем химические искусственные и синтетические, но их экологичность может быть улучшена.
Примеры экологичных природных волокон
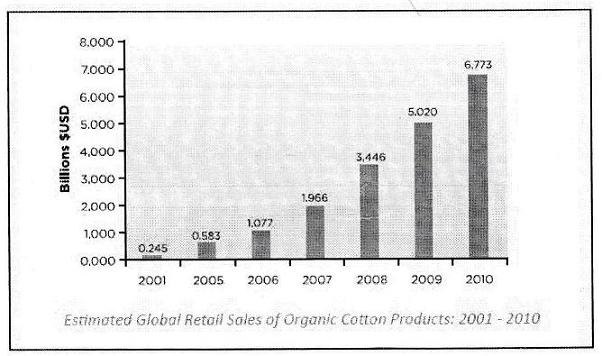
Органический (organic) хлопок. Обычный хлопок вполне экологичен сам по себе и обладает ценными санитарно-гигиеническими свойствами, но требует использования очень вредных для человека ядохимикатов (пестициды и инсектициды), убивающих вредные микробы и насекомых, препятствующих росту хлопчатника. Органический эко-хлопок выращивают без применения ядохимикатов, вредных для окружающей среды. Устойчивость хлопка к заболеваниям передается путем генной модификации. Но пока такого эко- и генномодифицированного хлопка выращивают очень мало (в основном в Индии). Если мировое производство обычного хлопка составляет 25 млн. тонн в год, то генномодифицированного только примерно 1% от общего объема производства хлопка. Однако производство и потребление эко-хлопка активно набирает темпы (рис.1).
Рисунок 1
В табл. 1 показаны преимущества и недостатки эко-хлопка по сравнению с обычным.
Таблица 1
Одним из требований «зелёных» технологий является экономия энергии на всех технологических переделах производства текстиля. В табл. 2 приведены сравнительные данные по расходу энергии на производстве природных и химических волокон. G = 280 киловатт часов kwm.
Таблица 2
Как можно видеть расход энергии на производство природных волокон значительно ниже, чем на химические, особенно синтетические. Использование эко приемов (эко хлопок, регенерированное полиэфирное волокно) позволяет снизить расход энергии и, следовательно, нагрузку на природу. Пенька (из конопли). Во времена Петра I самое популярное волокно в России. Из него делали парусину, которую использовали на кораблях, суднах всей Европы. В настоящее время реноме пеньки сильно пошатнулось из-за использования конопли в изготовлении наркотиков. Генномодифицированная конопля не содержит наркотического вещества cannabis (марит хана), представляющего интереса для наркоманов, но может быть успешно использовано для производства текстиля. Обычная и генномодифицированная конопля не требует каких-либо ядохимикатов при росте, поскольку она защищена от вредных вредителей. Разведение конопли не истощает, а обогащает почву. Производство пеньки из конопли не требует больших экономических расходов. Волокно из бамбука. Очень быстро растёт, улучшает почву. Волокно из стебля бамбука может извлекаться механически или химически, по подобию получения льна. Требует минимальной ирригации и не требует использования ядохимикатов, поскольку от природы бамбук устойчив к вредителям. Волокно из бамбука обладает бактерицидностью, поэтому устойчиво к бактериям, отличается хорошими санитарно-гигиеническими свойствами (дышит, собирает влагу). Подготовку волокна ведут с помощью ферментов. Волокна из белка сои. Используют отходы при производстве продуктов питания из бобов сои. Ткани и трикотаж из этого волокна отличается мягкостью и драпируемостью. Шерсть можно признать экологичным волокном при условии кормления овец пищей без гормонов и хороших условиях содержания животных. Крашение эко шерсти проводят природными красителями. Волокна из листьев ананасового дерева извлекают из листьев вручную. Волокна из крапивы. Это растение устойчиво к паразитам, не требует для роста пестицидов и гербицидов, но без минералов в почве дает низкий урожай. Волокна из крапивы хорошо сочетаются с хлопком. Они имеют более высокую прочность, чем хлопок и тоньше волокон льна. Используют для производства тканей и трикотажа. Обладают приятным шелковым блеском. Волокна из белков молока. После обезжиривания молока в оставшейся воде остаётся белок молока – казеин, который служит сырьем для производства волокна. Эти волокна тактильные (приятные для кожи при контакте, имеют блеск, обладает бактерицидностью, высокими санитарно-гигиеническими свойствами). Хорошо смешиваются с растительными и белковыми волокнами. Волокна из кожуры бананов. Внешне похожи на волокна из бамбука и на растительные волокна рами. Эти волокна прочные, легкие, блестящие и биоразлагаемые, обладают высоким водопоглощением. Используют для производства веревок, канатов, ковриков, домашней фурнитуры и тканей. Волокна бактериального продуцирования. Многие бактерии в процессе жизнедеятельности продуцируют различные продукты (белки, полисахариды и др.). Австралийские ученые научили известную бактерию Aсetobacter производить полимер в форме волокон, если бактерии культивировать в бочках с дешевым красным вином. В этой среде бактерии быстро размножаются и алкоголь биопревращается в волокна, всплывающие на поверхность. Их извлекают, отжимают, сушат и делают из них ткани. Недостаток – волокно и текстиль пахнут уксусом, который является промежуточным продуктом биосинтеза волокон. Волокна из древесной пульпы. Эти гибридные волокна получают из древесной пульпы, из неё же получают бумагу. Волокна из древесной пульпы (целлюлозные) смешивают с полиэфирными волокнами, получаемыми из переработки бутылок из полиэфира. Получают водостойкое, мягкое, эластичное, устойчивое на прорыв волокно, которое используют для верха спортивной обуви. Искусственный паучий шелк. Природный шелк паутины отличается непревзойденной прочностью (прочнее стальной проволоки), гибкостью и эластичностью. Доверить производить паучий шелк паукам, как тутовому шелкопряду, невозможно. Пауки – каннибалы и имеют очень низкую производительность. Искусственный паучий шелк получают с помощью генной инженерии по следующей схеме: – извлечение из генома паука гена, отвечающего за производство белка, из которого состоит паутина; – встраивание этого гена в другой геном, принадлежащий другому организму – хозяину (микроорганизмы, насекомые, животные), которые продуцируют генномодифицированный белок паучьего шелка; – выделение и очистка продуцированного белка; – производство из продуцированного белка волокна, пленок, капсул и др. Волокна этого типа используют в медицине, оптике, в бронежилетах и др. Волокна из вторичного молока. Получают из белков вторичного молока, которое не может быть использовано в пищу и идет на выброс. Из белка этого вторичного молока производят искусственные белковые волокна. Волокна «экзотические» (сегодня, а завтра?) из стручков кофе, из утилизированной газетной бумаги, из шелухи кокосовых орехов.
Повышение экологичности химических волокон
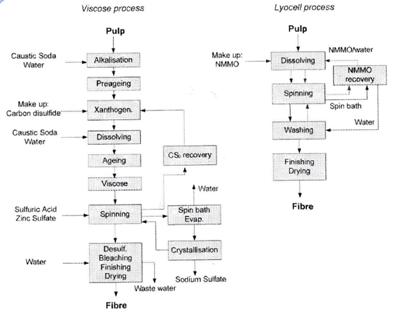
Искусственные гидратцеллюлозные волокна начали производить и потреблять еще в начале XX века из древесной целлюлозы по сложной экологически грязной технологии (использование сероуглерода). Так называемая вискозная технология получения вискозного волокна широко используется во всём мире до сих пор. Для решения проблемы экологичности производства вискозного волокна предпринимаются в последнее время различные меры. 1. Для устранения неприятного запаха сероводорода H2S оборудуют в цехе ксантагенирования (получение ксантагенового эфира целлюлозы – вискозы) мощные системы вентиляции. 2. Переход на принципиально иную технологию, в которой в качестве растворителя используется довольно экзотический и дорогой препарат N-метилморфамин-N-оксид. В результате технология становится экологичной, но более дорогой. Растворитель возвращается в производство после рекуперации. Получаемые по этой технологии волокна лиоцелл и тенсел называют хлопкоподобными, поскольку они не теряют прочность в мокром состоянии как хлопок, как вискозное волокно в мокром состоянии на 50% теряет прочность.
Рисунок 2
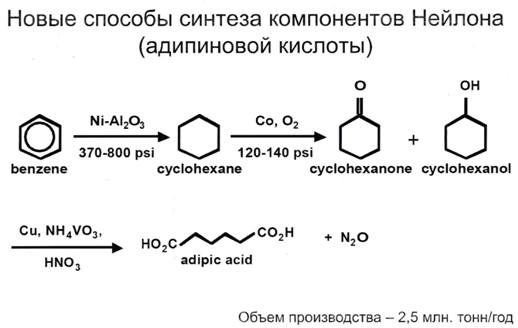
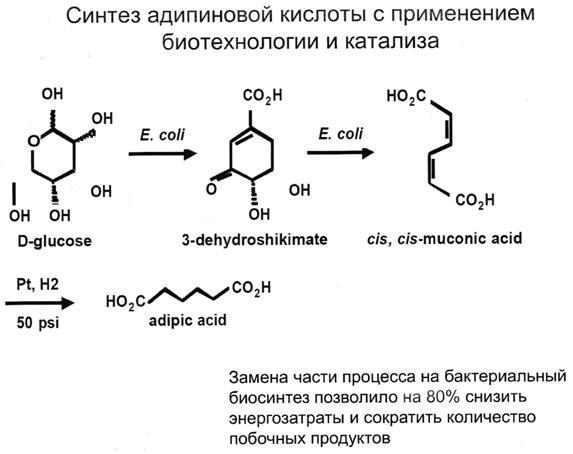
На схеме наглядно показано существенное упрощение и экологизация получения гидратцеллюлозных волокон по классической «вискозной» схеме и по новой с применением нового растворителя (NMMO). Синтетические волокна. Обычные синтетические волокна состоят из полимеров, сырьем для которых служат нефть или газ, то есть невозобновляемые ископаемые. Из них путем перегонки получают многочисленные соединения, некоторые из которых являются мономерами для синтеза волокнообразующих полимеров. Синтез волокнообразующих полимеров требует затрат энергии, что также несет нагрузку на природу. Большим недостатком обычных, традиционных полимеров и волокон из них – это их биологическая нерасщепляемость. В результате происходит накапливание в больших количествах, закончивших свою потребительскую жизнь изделий из этих полимеров (текстиль, пластик, упаковка, детали машин и разнообразных устройств). Ученые всего мира работают над проблемой создания синтетических полимеров биодеградирующих как природные полимеры. Пока эти работы не дали больших результатов, но некоторые локальные решения имеются. Самое массовое (60% от всех волокон) по производству синтетических волокон – это полиэфирное волокно на основе полимера полиэтилентерефталата. Для производства этого полимера требуется два мономера терефталевой кислоты и диэтиленгликоля, получаемых из продуктов перегонки нефти и газа (это ресурсно-затратный процесс и вредная технология). Некоторую нагрузку на природу можно снизить двумя путями: 1. Замена диэтиленгликоля на дипропиленгликоль, синтезируемый по биотехнологии путем ферментизации сахара и гидролизованного зернового крахмала. Полученное полиэфирное волокно имеет более низкую температуру стеклования (50-60 °С), чем классическое полиэтилентерефталевое (~75 °С) и, поэтому его можно окрашивать при более низких температурах (~100 °С) и выигрывать в затратах на энергии. 2. Получение полиэтилентерефталевых волокон путем реализации рециклинга (утилизации) – повторное использование бутылок из полиэтилентерефталата. Эти бутылки подвергают переплавлению и из расплава формуют полиэтилентерефталатные волокна. Общая экономия энергии ~ 50%. Эти вторичные полиэфирные волокна в основном идут для производства технических волокон и для основы напольных ковров. Волокна на основе полимолочной кислоты. Это полностью «зелёное» синтетическое волокно, получаемое биотехнологически. Биотехнологически получают молочную кислоту из возобновляемого природного сырья – декстрозы, которое получают из зернового крахмала или с помощью бактерий ферментативно. Поскольку полимолочная кислота не может быть получена прямой полимеризацией, то ее получают путем полимеризации циклического эфира диальдегида молочной кислоты по механизму раскрытия цикла альдегида. Получают полимер с температурой стеклования 65 °С, что ниже чем у полиэфирного волокна (экономия энергии при крашении). Это волокно биологически разлагаемо, поэтому используется в медицине. Полиамидные волокна. Получает по разным химическим схемам путем поликонденсации диаминов и дикарбоновых кислот или из аминокарбоновых кислот. В зависимости от их химического строения получают разные волокнообразующие полиамиды и волокна на их основе с общим названием найлон, но с разными номерами: найлон 6, найлон 6.6, найлон 6.10, найлон 11. Номер обозначает число атомов углерода в элементарном звене полиамида. В настоящее время все виды полиамидов получают классическими методами поликонденсации изомеров, сырьем для которых является нефть. Одним из самых важных по мировому объему производства из полиамидных волокон является найлон 6.6 (полигексаметиленадипинат). Одним из мономеров для синтеза (поликонденсации) найлона 6.6 является адипиновая кислота, которую по классическому методу получают с использованием катализаторов по схеме 1. Но можно получать адипиновую кислоту с применением биотехнологии с бактериями E.Coli по схеме 2.
Схема 1
Схема 2
Красители и текстильно-вспомогательные вещества (ТВВ)
В производстве текстиля, в его химико-технологической части используется несколько тысяч индивидуальных по химическому составу марок красителей различных классов и групп, сотни ТВВ (моющие, смачивающие средства, эмульгаторы, диспергаторы, апретты и др.) органической и неорганической природы, в мономерной или полимерной форме. Все красители и ТВВ в большей или меньшей степени токсичны и вредны, как таковые, но небезопасны и технологии их производства. С точки зрения экологии и зелёной технологии все красители можно разделить на две большие группы: природные (органические и минеральные) и синтетические. До 1854 года все красители были только природные. Органические природные красители содержатся в растениях и животных, придавая им окраску. Все природные красители органической природы абсолютно безвредны, биологически разлагаемые и, более того, многие из них проявляют биоцидные и лечебные свойства. Они дружественные для природы. Некоторые природные минеральные красители (пигменты), проявляют токсичность, поскольку они содержат в своем составе атомы тяжелых металлов (Fe, Mn, Co, Pb, Cu). Синтетические красители все в большей или меньшей степени токсичны сами по себе, но токсичны и их продукты разрушения. Особенно токсичны продукты распада (амины) азокрасителей. Токсичными являются не все, а только определенные амины, образующиеся при распаде в процессе носки одежды, окрашенной такими красителями. Такие азокрасители во многих странах запрещено производить и использовать. В настоящее время происходит возрождение природных красителей органической природы. Сырьем для этих красителей являются различные окрашенные растения (листья, цветы, кора, корни), морские водоросли различной окраски (зелёные, бурые, красные). Природные красители также извлекаются из морских моллюсков и определенных пород рыб. В последнее время природные красители органической природы получают с помощью бактерий определённого вида, продуцирующих красители как продукты метаболизма.
Оценка жизненного цикла текстиля
Расчёт жизненного цикла (РЖЦ) текстильного изделия, анализ жизненного цикла, эко баланс или от «колыбели до могилы» позволяет оценить нагрузку на окружающую среду, происходящую на всех стадиях жизни текстиля, от сырья, из которого производят текстиль, включая все технологические переходы (прядение, ткачество, отбелка, крашения, печатание, аппретирование), до распределения и доставки, использования (носка), ухода и ремонта, утилизации и ресайклинга (вторичное использование). Расчет жизненного цикла – обобщенный показатель нагрузки на природу от сырья до утилизации продукта. Этот показатель позволяет понять негативный вклад, общий и каждой стадии в отдельности на природу. В последнее время для придания текстилю новых потребительских свойств (бактерицидность, пониженная горючесть, грязе- и водоотталкивающая защита, от уф-лучей и др.) используют нанотехнологию и наночастицы. При этом возникают определенные риски токсичности технологий и материалов (рис.3). Поэтому надо понимать, что, какая бы инновация, приводящая к новым полезным свойствам продукта, не использовалось, она будет неприменима, если экологически грязная. Теперь совсем конкретно об экологических проблемах отделочного производства текстиля, имеющих прямое отношение к «зелёным» технологиям. Экологические проблемы отделочного производства текстильных материалов
Воздействие человека (антропогенное) на природу было всегда, но оно усиливалось с развитием технологий, а с середины XX века стало настолько сильным, что природа перестала компенсировать это негативное воздействие за счет своих резервов. Принцип разумного природопользования в настоящее время становится в один ряд с другими общечеловеческими проблемами, так как затрагивается самое ценное – жизнь человека и даже возможность продолжения рода человеческого. Впервые вопрос о возникшем экологическом кризисе человеческой цивилизации был поставлен в 1972 году мировым сообществом ученых от имени «Римского клуба». Была сформулирована новая теория (парадигма) развития земной цивилизации: взамен понятия роста экономики (количественно по экспоненте), выматывающего все ресурсы планеты, предлагается понятие эволюционного развитие (качественное) цивилизации и вводится понятие «эколюции» (эволюционная экология).
Рисунок 3 Основными критериями, по которым определяется экологическая ситуация в регионе, а, следовательно, «качество жизни» (а не уровень) являются: качество воды, климат (температура, влажность, уровень радиации), состав почвы, доступность необходимого сырья и предметов каждодневного потребления. Эти требования касаются не только человека, но и всех живых существ. Следует отметить, что впервые необходимость гармонического сочетания интересов человека, его деятельности с интересами природы была сформулирована академиком В.И. Вернадским. Интересно посмотреть, каково место современной России в экологической картине мира. В таблице 3 даны обобщенные экологические параметры для России 1994 года.
Таблица 3. Место России в мире под углом зрения экологических оценок. При одновременном существенном промышленном спаде (до 70%).
В настоящее время происходит переоценка всех созданных человеком технологий под углом зрения того, какую нагрузку на природу эти технологии оказывают. Особое внимание обращается на технологии, имеющие значительные и вредные отходы. Отделочное производство (ОП) в отличие от механических текстильных технологий (прядение, ткачество, вязание) имеет весьма важную с экологической точки зрения особенность. Это химико-технологическое производство со всеми вытекающими отсюда негативными для экологии последствиями. В мировой практике отделочного производства используются несколько тысяч индивидуальных красителей (органические вещества различной структуры) и несколько сотен текстильных вспомогательных веществ (ТВВ), включающих в себя кислоты, щелочи, соли, окислители, восстановители, органические растворители, поверхностно-активные вещества, низкомолекулярные и высокомолекулярные соединения, органические и неорганические вещества. В технологии отделки текстильных материалов значительная часть ТВВ, исключая аппретирующие, выполняя вспомогательную роль в основных процессах (беления, крашения, печатания, аппретирования), удаляются при промывке и попадают в сточные воды. («Мавр сделал свое дело – Мавр должен уйти»). Красители в зависимости от эффективности технологии фиксируются (конверсия) не более чем на 70-80% (исключение пигменты и новое поколение активных красителей) от взятого количества, остальная часть на стадии промывки также попадает в сточные воды. Сброс в сточные воды и выброс в атмосферу – первое – наиболее важное экологическое следствие химико-техно логического характера отделочного производства. Имеются и другие. Все красители и определенная часть ТВВ закрепляются на текстильных материалах, а они используются в одежде и обуви, которые непосредственно контактируют с кожей человека и должны быть токсикологически безвредными также, как и ткани, идущие для отделки интерьера, для изготовления палаток, поскольку они все вместе формируют среду обитания человека – это вторая экологическая проблема отделочного производства. Одна из версий смерти (правильнее сказать убийства) Наполеона на острове Святой Елены: стены его комнаты были оклеены обоями, краска которых содержала мышьяк. Безвредность тканей для человека не только в прямом их использовании в изделиях, но и на стадии их утилизации - третья проблема. Последние две проблемы токсикологии, решение которых входит в общую задачу создания экологически чистого текстиля - «ЭКОТЕКСТИЛЯ». Таблица 4. Предельно допустимые нормы и характеристика устойчивости окраски или удержания препаратов согласно ЭКОТЕКС-100 в зависимости от области применения изделий.
Четвертая экологическая проблема отделочного производства проявляется непосредственно внутри него и связана с защитой человека, участвующего в производстве, от воздействия на него всех химических веществ. Это проблема охраны труда и техники безопасности. Пятая проблема отделочного производства не прямо, а опосредовано, связана с экологией, с повышенными нагрузками на природу. Отделка – водо- и теплоиспользующее производство, причем использование воды и тепла весьма интенсивное. По западноевропейским нормам расход на отделку 1 кг текстильных материалов составляет 100 л воды и 15-20 квт·час энергии. В РФ реальные цифры превосходят эти в 2-3 раза. Поскольку при производстве энергии (в основе процессы горения) расходуется кислород и образуется углекислый газ (причины парникового эффекта), то это дополнительная нагрузка на природу: при отделке 1 кг текстиля расходуется 5 кг кислорода и образуется 7 кг углекислого газа. Таким образом, взаимоотношения отделочного производства и окружающей среды требует решения следующих задач: - исключение или снижение сброса в сточные воды и выброса в воздух вредных веществ; - создание нетоксичных при эксплуатации и утилизации текстильных материалов; - создание безвредных, безопасных условий труда в отделочном производстве; - оптимизация водо- и теплозатрат в отделочном производстве. Развитие отделочного производства идет под влиянием двух взаимных факторов: экономики и экологии. Эти два фактора определяют конкурентоспособность продукции и, прежде всего, в развитых странах с жесткими экологическими законодательствами. Решение экологических задач требует очень больших затрат, соизмеримых с затратами на строительство самих текстильных фабрик, т.е. это одновременно экологическая и экономическая проблема, требующая серьезного экономического обоснования. Одновременное решение всех экологических задач для одной фабрики может привести к такому повышению себестоимости продукции, что вызовет банкротство предприятия. Эти задачи должны решаться на разных уровнях: локально самим производством, местными властями и законодательствами и даже на уровне межгосударственных соглашений. В цивилизованных странах, где под воздействием соответствующих законов и средств массовой информации сформировалось экологическое самосознание, защита окружающей среды входит в круг каждодневных интересов общества, а потребитель текстильных материалов к традиционным требованиям – необходимый продукт, в нужное время, нужного качества, по разумной цене – добавляет еще одно требование – произвести продукцию по экологически «чистой» технологии. В развитых странах наряду с магазинами, торгующими экологически чистыми продуктами питания, появляются магазины, где продаются изделия из «экотекстиля».
Экология и законодательство
Цивилизованные страны 15-20 лет тому назад, подойдя к крайней черте вредной антропогенной нагрузки на природу, поняли, что только декларации о необходимости защиты окружающей среды мало что дают. Для решения этой проблемы необходимо сочетание просвещения и жестких законодательств. Первое воздействует на ум и совесть гражданина и производителя, а второе на его кошелек, через очень продуманную систему штрафов. В таких условиях вредить природе становится не только безнравственно, но и не выгодно. Выгодно экологически совершенствовать технологию производства, иначе можешь разориться. Экология становится фактором экономической конкуренции. Можно привести несколько примеров влияния законодательства на принципиальные изменения в технологии отделки текстильных материалов: а) Введение жестких норм по содержанию в сточных водах d-металлов и хрома, в том числе, вынудили отделочников Японии, США, Западной Европы практически отказаться от использования кислотно-хромовых красителей. Однако колористические возможности этой группы красителей для шерсти невозможно было компенсировать другими классами красителей. Поэтому, перед учеными встала задача синтезировать кислотные красители, содержащие в хромофоре атомы тяжелых металлов, связанные прочной координационной связью. В результате появилась (30 лет тому назад) очень представительная группа кислотных металлокомплексных красителей, которые выпускаются многими анилинокрасочными фирмами. К сожалению, отечественные шерстяники по-прежнему широко используют кислотно-хромовые красители; б) 30-35 лет тому назад после многочисленных пожаров и взрывов в печатных цехах отделочных фабрик, где использовали пигментную печать на основе эмульсионных загусток (содержат пожароопасный уайтспирит), были приняты законы, запрещающие использовать пожароопасные органические растворители в отделке текстильных материалов. Этот запрет стимулировал разработку нового типа водорастворимых загустителей на основе акрилатов для пигментной печати; в) Энергетический кризис 60-70-х годов, который испытал весь мир, заставил пересмотреть многие энергоемкие технологии, и от многих отказаться или частично их заменить. Детищем этой «энергетической» перестройки являются сегодня всем известные технологии: - термопечать (отпадает необходимость промывки а, следовательно, и сушки после печати); - маломодульное оборудование и технология (меньший расход воды и химикатов); - использование отжимных валов специальной конструкции и материалов, с помощью которых можно достигать степени отжима 50-60% и экономить на сушке; - плюсовочно-накатные «холодные» методы подготовки и крашения тканей из целлюлозных волокон и шерсти активными красителями.
Промышленность (отделочное производство) и окружающая среда
Всякая промышленность влияет отрицательно на окружающую среду. Абсолютно экологически чистых производств человек пока не создал, в отличие от самой Природы (биотехнология). Общая схема воздействия промышленности на окружающую среду представлена на схеме (рис. 4)
Рисунок 4. Основные факторы воздействия промышленности на окружающую среду
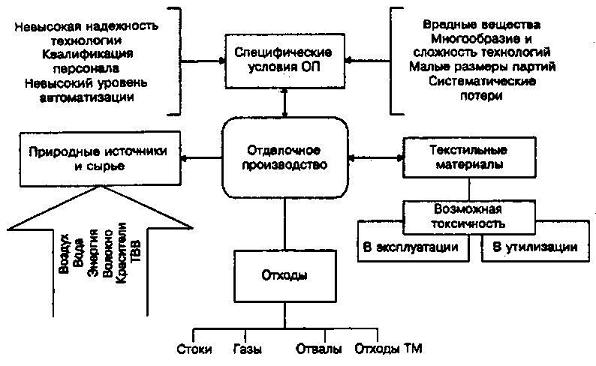
В данной главе необходимо отметить типические особенности нагрузки отделочного производства на окружающую среду. Отделочное производство - как химико-технологическое и тепло-использующее производство, занимает далеко не последнее место по удельному потреблению природных источников на единицу конечной продукции (воды, энергии, воздуха) среди других отраслей промышленности, пропуская вперед металлургическую, крупнотоннажную химию, атомную и другие виды энергетики. Общая схема (рис. 5) имеет непосредственное отношение к отделочному производству, но дополняется специфическими ее особенностями.
Рисунок 5. Отделочное производство и окружающая среда
Экологическая ситуация в отделочном производстве осложняется очень широким ассортиментом используемых химикатов и красителей в результате чего в сточных водах и отходящих газах образуется сложная смесь продуктов, что осложняет их очистку и утилизацию. На каждый килограмм отделанной ткани образуются отходы: 60-70 г шламов от очистки стоков и 30-40 г текстильных отходов. Подчиненность отделочного производства требованиям моды вызывает необходимость в мелких размерах партий, частой переналадки производства, что обуславливает неизбежные систематические отходы. В отделочном производстве сравнительно невелик, по сравнению с современными технологиями, уровень автоматизации (особенно у нас и в СНГ), что приводит к нарушению технологической дисциплины и увеличению отходов производства (перекрасы, мерный и весовой лоскут и т.д.) В отделочном производстве в силу органически присущей ему специфики весьма сложно создавать замкнутые технологические циклы с утилизацией отходов. Дополнительно действует психологический фактор. Отделочное производство, будучи реально химико-технологическим, встроено в общее нехимическое окружение механических технологий производства текстиля (прядение, ткачество), поэтому персонал отделочного производстве, работая с химическими веществами, не имеет такой высокой квалификации и химической культуры, как в традиционных химических производствах.
Принципиальные пути снижения уровня нагрузки на окружающую среду от отделочного производства
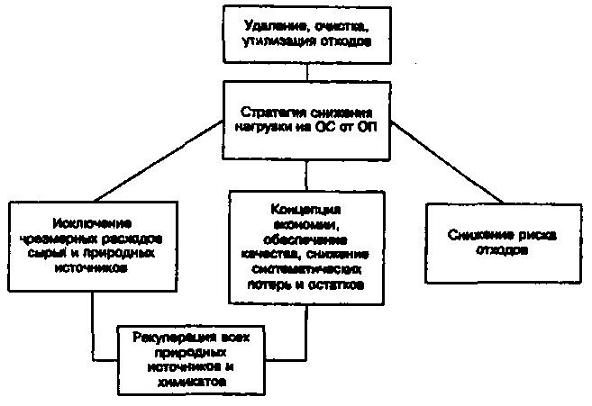
Стратегия и тактика снижения уровня нагрузки на окружающую среду от отделочного производства вытекают из предыдущей схемы, где описывались особенности отделочного производства как потенциального и реального источника загрязнения окружающей среды и может быть выражена следующей схемой (рис. 6).
Рисунок 6. Пути снижения нагрузки на окружающую среду от отделочного производства
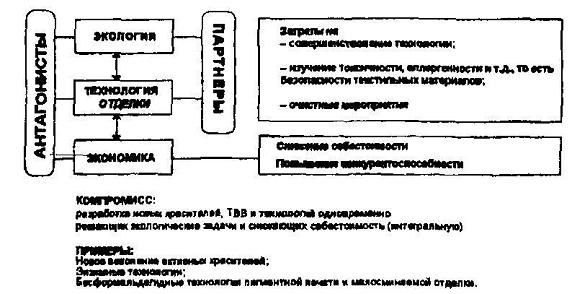
Снижение уровня природопользования не только снижает нагрузку на окружающую среду, но и обеспечивает решение одной из основных задач отделочного производства - снижение себестоимости конечной продукции и повышения качества продукции. В данном случае экологические и экономические задачи даже на локальном уровне не противоречат друг другу, что часто имеет место в других ситуациях (рис. 7).
Рисунок 7. Взаимное влияние экономики и экологии
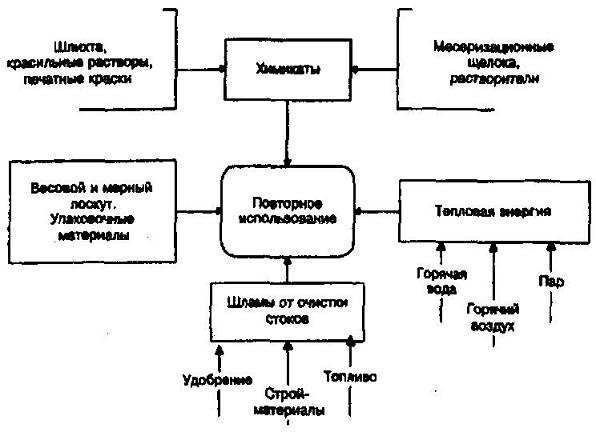
Важным направлением снижения уровня нагрузки на окружающую среду от отделочного производства является повторное использование химических веществ и красителей, тепла и воды (рис. 8).
Рисунок 8. Возможности утилизации в отделочном производстве
Экономическая целесообразность повторного использования красителей и химикатов возникает тогда, когда образуются значительные объемы жидкости однородного состава (не надо фракционировать) в достаточно концентрированной форме.
Примеры снижения уровня нагрузки на окружающую среду от отделочного производства
Наиболее яркий пример – это выпаривание мерсеризационных щелоков и возврат их в производство. В настоящее время в Западной Европе все фабрики без исключения, использующие технологию мерсеризации, имеют выпарные установки и достигают уровня рекуперации 90%. Вопрос рекуперации шлихты решается только в отдельных случаях (Западная Европа). Для этого необходимо территориальное сближение ткацкого и отделочного производств; использование одного типа шлихты, способной к регенерации (чаще всего водорастворимые полимеры). К сожалению, все эти два условия редко совпадают вместе. А проблема рекуперации шлихты с экологической точки зрения очень актуальна, поскольку при расшлихтовке возникает нагрузка на сточные воды, соответствующая 60% углеводородных отходов в стоках отделочного производства; В практике многих печатных фабрик применяется повторное использование печатных красок. На западноевропейских фабриках уровень утилизации достигает 70% от оставшихся красок. Чем сложнее состав и технология печати, тем труднее решить вопрос о рекуперации печатных красок. Так печатные краски активных и кубовых красителей, содержащих щелочной агент (активные) и восстановитель (кубовые), дезактивируются во времени и не могут быть повторно использованы. Другим решением этого вопроса является высокий уровень организации производства, четкое диспетчерское согласование работы печатного цеха и красковарни с использованием компьютерного принципа управления. Повторное использование красильных растворов находит все большее применение в периодических методах крашения, особенно для классов красителей, для которых степень выбирания достигает 50-70% (прямые, активные) и общий объем производства и использования красителей достаточно велик, что делает решение этой задачи экономически оправданной; Повторное использование тепловой энергии. В Западной Европе эта проблема была в значительной мере решена за счет повторного использования горячих стоков с отбельного, красильного и промывного оборудования и отходящих газов из сушилок всех видов аппретирующих линий. Экологическая концепция должна быть экономичной и обеспечивать качество продукции: Экономия анергии: - повышение степени удаления влаги (60-50%) перед сушкой достигается за счет специального пористого полимерного материала на валах плюсовочных устройств; - исключение во многих двухванных технологиях промежуточной сушки между первой и второй плюсовкой (по «мокроотжатому»); - системы контроля и регулирования влажности в сушильных машинах. Экономия воды: - принцип противотока при промывке в непрерывных линиях; - малый модуль. Экономия химикатов: - малый модуль; - совершенствование технологии; - повышение эффективности красителей и ТВВ; - новое поколение бифункциональных активных красителей с высокой степенью фиксации (95-98%), за счет содержания двух разных активных групп в молекуле; - для красителей с невысокой устойчивостью окрасок (прямые) используются специальные эффективные фиксаторы-закрепители; - в состав выпускных форм кубовых красителей вводят катализаторы; - появились ПАВы с высоким содержанием активного вещества; - технологи и потребители отдают предпочтение аппретирующим препаратам, обеспечивающим перманентность эффекта за счет ковалентной связи с волокном.
Доля основных стадии отделочного производства в загрязнении окружающей среды
Подготовка. При подготовке хлопчатобумажных тканей формируется 50% всех стоков ситценабивной фабрики. При этом стоки содержат все виды загрязнений: природные, технологические и случайные. Особую объемную нагрузку составляет шлихта, приводящая к большому расходу кислорода в водоемах на свою биодеструкцию. Кроме того, часто не принимается во внимание, что условия произрастания и уборки, например, хлопка, приводят к содержанию в нем солей металлов и галогенированных пестицидов, которые частично остаются в изделии, а частично попадают в сточные воды. В стоки попадают также все природные спутники волокна, замасливатели, ПАВы, щелочные агенты и другие ТВВ. Еще большая нагрузка на природу возникает в случае отбелки льна, за счет большего содержания природных сопутствующих веществ, особенно лигнина. Особая ситуация возникает при подготовке тканей из синтетических термопластичных волокон (полиэфирные, полиамидные и др.) на стадии их термостабилизации, когда в отходящие газы попадают продукты разложения остатков ТВВ (замасливатели, авиважные препараты). Отбеливание с помощью хлорсодержащих окислителей (гипохлориты, хлориты) уступает место перекисной технологии, поскольку первые приводят к образованию высокотоксичных диоксинов (продукт взаимодействия хлорсодержащих препаратов с органическими соединениями). Крашение и печатание. Основной вклад в нагрузку на стоки дает незафиксированная часть красителей, доля которых составляет от 10 до 40% в зависимости от класса, группы и индивидуальной марки красителей и от совершенства технологии колорирования. Крашение. В периодических и непрерывных методах крашения возникают разные ситуации со стоками. В периодических методах крашения (исключение составляют кислотные и катионные красители) значительная часть красителей остается в красильной ванне, которая может быть повторно использована после соответствующего подкрепления красителем и ТВВ. Такое решение задачи наиболее оптимальное. Но красильная ванна не может быть использована до бесконечности, в лучшем случае 4-6 раз. После этого в составе остаточной ванны происходят изменения, при которых она уже не может быть использована в крашении, и необходимо сбросить остатки или на фабричные очистные сооружения, или в городскую канализацию. В случае непрерывных процессов крашения, стоки образуются в промывной части красильных аппаратов и по концентрации и составу они не пригодны для повторного использования. Печатание. Все стоки после печати образуются на стадии промывки после фиксации (зреление, термофиксация), и ситуация похожа на непрерывное крашение, только в стоки попадают еще и загустители (природные и синтетические полимеры), вызывающие дополнительный расход кислорода в водоемах, как в случае со шлихтой на стадии подготовки. Каждый класс красителей обуславливает попадание в сточные воды разнообразных ТВВ (ПАВ, окислители, восстановители, электролиты и т. д.). Дополнительную нагрузку на природу оказывает вспомогательное подразделение печатного цеха – красковарка (мытье ушатов, емкостей и т.д.), что требует продуманной организации ее работы с целью минимизации отходов. Заключительная отделка. Представляет наименьшую опасность для окружающей среды, поскольку большинство современных технологий исключает стадию промывки. Но в то же время возникают экологические проблемы выбросов газообразных продуктов в воздух с сушильно-ширильных рам. Многие отделочные препараты для придания малосминаемости, гидрофобности, пониженной горючести содержат свободный формальдегид, часть которого попадает в воздух при сушке. Другая часть формальдегида остается на ткани в свободном и химически связанном виде. При хранении этих тканей на складе, в швейном производстве и у потребителя в изделии выделяется свободный формальдегид, оказывающий в определенных концентрациях вредное воздействие на человека. Многие фирмы разработали и выпускают препараты с пониженным содержанием формальдегида или вовсе без него. Многие аппреты содержат в своем составе вредный формальдегид, содержание которого нормируется согласно Oeko-Tex Standard 100. Данные, определенные по методу LAW 112 (в частях на миллион – ррм) приведены в таблице 5. Таблица 5. Предельно допустимые нормы по ЭКОТЕКС-100 содержания формальдегида в текстильных материалах различного назначения в мкг/r(ррм)
* - в знаменателе «не контактирующие с кожей человека», в числителе «контактирующие с кожей человека». ** - детский ассортимент Согласно российскому стандарту Р 50729-95 РФ (Материалы текстильные. Предельно допустимые концентрации свободного формальдегида, дата введения 1996-01-01) установлены следующие предельно допустимые концентрации свободного формальдегида (ПДК) для материалов бытового назначения (ткани и изделия льняные, полульняные, хлопчатобумажные и смешанные) – табл. 6. Таблица 6
При использовании формальдегидсодержащих препаратов в отделке текстильных материалов формальдегид может выделяться в рабочую зону отделочного оборудования. В табл. 7 приведены нормы ПДК в рабочей зоне, принятые в разных странах.
Таблица 7. Предельно допустимые нормы содержания формальдегида в рабочей зоне в различных странах Европы в ррм.
Сравнивая данные таблицах можно сделать следующие выводы: 1. Даже самые жесткие в мире нормы на ПДК по содержанию формальдегида на текстильных материалах в ЭКОТЕКС-100, оказываются по некоторым позициям мягче, чем в нормах Российских стандартов. Так российские нормы для текстильных материалов, используемых для детей в возрасте до 1 года, требуют полного отсутствия формальдегида, что не может быть достигнуто априори, т.к. формальдегид содержится в малых дозах во всех материалах, контактирующих с атмосферой. В крови человека содержится 2-3 мг/кг формальдегида, в яблоках 17-22 мг/кг, в сигаретном дыме - 100 частей/млн. 2. В то же время для детей более старшего возраста российские нормы более мягкие (до 76 мкг/г), а в ЭКОТЕКС-100 более жесткие (до 20 мкг/г). 3. Российские нормы для верхней одежды (до 1000 мкг/г) более мягкие, чем по ЭКОТЕКС-100 (до 800 мкг/г). Нормы выделения формальдегида в воздух и в воду в РФ контролируются Госкомэпидемнадзором и соответствуют 0,003 мг/м3 и 0,05 мг/дм3, в то время как по ЭКОТЕКС-100 выделение в воздух регламентируется только для напольных покрытий на уровне 0,1 мг/м3. Общий вывод из анализа российских и международных норм следующий: российские нормы по содержанию формальдегида целесообразно привести в соответствие с международными нормами, которые научно обоснованы и учитывают интересы и потребителя, и производителя.
Новые экологические подходы к технологии «Механика» и «физика» вместо «химии»!??
Этот вопрос принципиальный не только с точки зрения экологии. С развитием фундаментальных и прикладных исследований в области физики и механики их результаты стали широко внедряться в различные технологии, в том числе и в химическую технологию отделки тканей. Из наиболее интересных пришельцев из «физики» следует отметить: СВЧ, вакуум, лазерную, фото-, радиационную, плазменную техники. Первоначальная эйфория по поводу того, что «физика» и «механика» вытесняет из отделки «химию» прошла, да и была она преждевременной. Однако «физика» и «механика» заняли важное, во не первое место в технологии отделки текстильных материалов, способствуя так же решению вопросов экологии. Однако успех «физики» и «механики» (тиснение, глянцевание, ворсование и др.) может быть обеспечен только вкупе, в комплексе с «химией».
Замена синтетических препаратов на природные продукты
Этот лозунг выдвигается некоторыми учеными и в какой-то мере приемлем для отделочного производства, поскольку ряду синтетических ТВВ можно найти замену среди природных. Но в каждом конкретном случке необходимо делать разумный (с точки зрения экономики и экологии) выбор. Пример – в расшлихтовке крахмальной шлихты используются ферменты (α-амилозы) взамен химических растворов (кислоты, окислители). Природные красители не выдержали когда-то конкуренции с синтетическими с момента появления на свет первого синтетического красителя Мовеина. В результате возникла самостоятельная отрасль химии – анилинокрасочная промышленность. Однако сегодня, в век развития биологии и биотехнологии необходимо подумать о производстве красителей микробиологическим путем выведения специальных микроорганизмов, синтезирующих пигменты, а также частичного возврата к природным красителям, содержащимся в растениях.
Упорядочение ассортимента химических веществ
В отделке текстильных материалов используется от 300 до 400 ТВВ и более 6000 индивидуальных марок красителей. Типовая западно-европейская отделочная фабрика использует в среднем до 100 индивидуальных марок красителей и 200 наименований ТВВ. Отечественные фабрики обходятся менее богатым ассортиментом. К сожалению, специалисты отделочного производства не владеют полной информацией о строении и свойствах (токсикологических) этих красителей и ТВВ. Упорядочение ассортимента красителей может идти по двум направлениям: 1. Исключение токсичных марок, прежде всего, ряда прямых азокрасителей, занесенных в «черный» список; 2. Программированное составление рецептов с использованием красителей основных цветов. Первоначально казалось, что, идя по этому пути, можно в каждом классе и группе красителей оставить по три красителя основных цветов. Однако этот путь имеет существенные ограничения, связанные с совместимостью красителей в широком понимании этого термина (цветовая, диффузионно-сорбционная, по устойчивости окраски и т.д.) Хотя сужением ассортимента ТВВ можно безболезненно снизить затраты на получение информации об их экологических и токсикологических свойствах. Здесь необходимо формирование банка данных с учетом не только этих свойств, но и об их технологической и потребительской эффективности и экономичности. При наличии жесткой конкуренции между фирмами-производителями красителей и ТВВ на рынке за потребителей, формирование банка сравнительных данных (в том числе по токсикологии) по красителям и ТВВ должно быть выполнено независимой структурой.
Исключение вредных и опасных продуктов из ассортимента красителей и ТВВ
Работа в этом направлении ведется всем текстильным и анилинокрасочным «миром». Но успехи пока носят не системный, а фрагментарный характер. При этом происходит ревизия не только отдельных продуктов, но и опасных процессов и методов получения этих продуктов. Приведем отдельные примеры. Протравные красители вытеснены металлокомплексными с целью исключения попадания в сточные воды солей хрома. Замена традиционных сернистых красителей в форме порошка на жидкие формы, способные восстанавливаться менее вредными (глюкоза) восстановителями, чем Na2S. Отказ от использования интенсификаторов крашения дисперсными красителями («переносчики») - ароматических производных бензола и фенола, за счет крашения при температурах выше 100 °С. Исключение из практики колорирования черного анилинового красителя (токсичность полупродуктов). Исключение из ассортимента прямых красителей производных канцерогенного бензидина и других аминов. Отказ от хлорсодержащих препаратов, в том числе и от хлорсодержащих отбеливателей (замена перекисями).
Проблемы утилизации вторичного сырья
Под вторичным сырьем будем понимать в широком смысле слова продукты «после жизни» текстильных материалов и изделий из них, а также отходы производства. Утилизация изношенных изделий из текстиля, а также фабричного лоскута происходит путем его сжигания (топливо), переработки в бумагу и строительный материал. Во всех случаях состав этого материала не должен вызывать экологических проблем и выделять вредные продукты при утилизации (тяжелые металлы, формальдегид и др.). Шлам с отделочного производства, идущий в качестве топлива, удобрений и строительных материалов, должен отвечать тем же требованиям.
Очистка сточных вод и отходящих газов отделочного производства
Какие бы ни были технологические преобразования отделочного производства под углом зрения улучшения экологии, абсолютной чистоты достичь не удается. Когда говорят о создании экологически чистых технологий, то надо понимать, что этот термин лукавый, популистский, а не научный. Технологии могут быть в большей степени экологически чистыми и не более того. Следовательно, вопрос об отчистке сточных вод и газов не снимется с повестки дня и его приходится решать в комплексе с совершенствованием технологии. Конечно для отделочного производства главные экологические проблемы возникают со стоками (95 % – затрат на очистку) и в меньшей степени с газовыми выбросами. Поэтому остановимся на очистке стоков. Принципиально очистку стоков можно организовывать по трем схемам: 1. Очистка на фабричных очистных сооружениях до степени достижения очистки, позволяющей сбрасывать их в городскую канализацию. 2. Сброс стоков без очистки на городские очистные сооружения. 3. Очистка на фабричных очистных сооружениях с возвратом частично или полностью воды на технологические нужды, т.е. организация системы оборотного водопользования. Первая схема требует очень больших затрат на строительство и содержание очистных сооружений. Уровень этих затрат близок к стоимости самого производства. Вторая схема требует больших затрат на оплату услуг городских очистных сооружений. Наиболее привлекательна третья схема, поскольку она не требует такой глубокой степени очистки сточных вод как по первой схеме. При возврате воды в производство в ней можно оставить ПАВы (для возврата на промывку), электролит (для возврата на крашение) и т.д. На практике пользуются всеми тремя схемами или их комбинациями. В случае очистки сточных вод отделочного производства можно использовать следующие физические, физико-химические, химические и биологические методы (табл. 8). Таблица 8. Методы очистки стоков отделочного производства
Наиболее подходящие для отделочного производства методы очистки подчеркнуты. Схема очистки стоков отделочного производства, как правило, включает в себя не один метод, а набор физических, химических и биологических методов. При очистке сточных вод отделочного производства возникают следующие проблемы: - неоднородность по составу потоков от разных технологий, что затрудняет выбор эффективных методов очистки; - утилизация образовавшихся осадков; - выбор материалов для трубопровода, устойчивого к действию стоков; - целесообразно из общего числа стоков выделять наиболее вредные по составу (тяжелые металлы, хлорсодержащие соединения) и направлять их отдельно на локальную очистку.
Основные участники решения экологических проблем отделочного производства
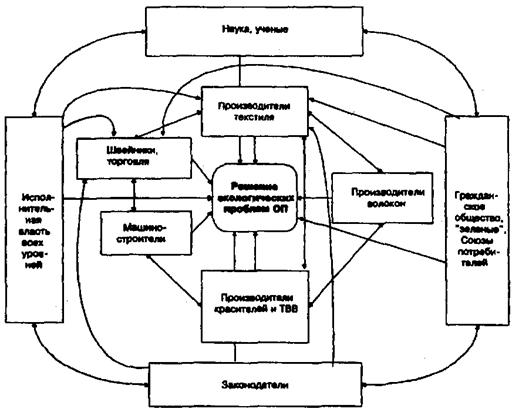
Экологические проблемы отделочного текстильного производства комплексные, поэтому по отдельности технологам и экологам их не решить. Необходимы комплексные усилия специалистов из разных областей знаний и различных организаций: производители текстиля, красителей, ТВВ, волокон, оборудования; потребителей текстиля (швейники, обувщики, торговля), представители фундаментальной и прикладной науки, законодательная и исполнительная власти, общественность. Можно выделить три иерархических уровня для решения проблем отделочного производства (рис. 9). 1. Гражданское общество в лице законодателей, «партии зеленых», союзов защиты потребителей, законодательной власти – оказывают разумное давление на производителей. 2. Производители тканей – предъявляют экологические требования к производителям красителей, ТВВ, волокон и оборудования. 3. Ученые – решают путем фундаментальных и прикладных исследований стратегические и тактические экологические задачи отделочного производства.
Рисунок 9. Участники решения экологических проблем отделочного производства
Одновременно проводится большая работа по формированию экологического самосознания общества.
Заключение
Отделочное производство, как химико-технологическое, не может обойтись без «Химии» со всеми вытекающими из этого экологическими последствиями. Химия не добра и не зла, она нейтральна и представляет опасность только тогда, когда ею не овладели. Экологические проблемы отделочного производства могут быть решены только общими усилиями тех, кто порождает эти проблемы (производители), тех, кто испытывает негативное их влияние (потребители) и общество в целом (ученые, законодатели, исполнительная власть, граждане). Доминанта в решении экологических проблем отделочного производства остается за теми, кто эти проблемы порождает, то есть за самим отделочным производством. Для решения экологических проблем отделочного производства требуются весьма значительные инвестиции, которые должны производиться на разных уровнях. Если руководители отечественной текстильной промышленности не осознают важность проблем экологии, то она не сможет преодолеть конкуренции с импортными товарами не только на мировом, но и на российском рынке. Послесловие
Во время написания статьи, появилась информация о создании технологии переработки микроводорослей (МВ) с целью получения из них природных красителей и волокон. Это яркий пример «зеленой технологии», когда синтетические красители, получаемые из продуктов нефтехимии, заменяются на природные из возобновляемого сырья – из водорослей. Мир микроводорослей чрезвычайно богат и обширен и насчитывает до восьмисот тысяч различных видов одноклеточных организмов. Это один из первых видов живых организмов, живущих в водоемах. Однако их полезный потенциал пока мало используется человеком. Правда они сами по себе, добровольно приносят пользу природе и человеку, активно поглощая углекислый газ и выделяя кислород в процессе своего роста за счет фотосинтеза. Сейчас наступило время полезного использования микроводорослей для извлечения из них природных красителей и пигментов разного цвета, поскольку в природе существуют разноцветные МВ. Это типичный пример и зеленой и голубой (из моря) технологии. Полученные из МВ природные красители могут использоваться как другие природные и синтетические красители для колорирования текстиля, продуктов питания, дерева и других материалов. Микроводоросли очень быстро растут и дают большой привес биомассы, могут извлекаться из природных водоемов и легко разводится в специальных фермах-теплицах, как макроводоросли. Использование МВ не требуют посевных площадей, как в случае природных красителей из «земных» растений. В настоящее время ряд зарубежных компаний (Германия, Израиль, Испания) приступили к промышленному производству природных красителей из МВ. Из микроводорослей производятся красители широкой цветовой гаммы (красный, синий, желтый, зеленый). Эти красители проявляют интересные фотохимические свойства. Под действием солнечного света со временем окраска изменяет свой цвет и оттенок. Это заинтересовало дизайнеров, которые приступили к производству одежды, окраска которой в начале лета например зеленая, а к осени станет синей. Направление это очень перспективное и сулит частичную замену синтетических красителей, вредных и получаемых по вредной технологии. Для России, где исчезла напрочь анилино-красочная отрасль химической промышленности, было бы очень полезно развивать производство природных красителей, как из растений, произрастающих на суше, так и из живущих в воде, в том числе и из микроводорослей.
Боюсь, что эти мои предложения останутся гласом вопиющего в пустыне. Но все равно буду, хотя бы просвещать, может, кто-то из молодых подхватит мои предложения
Литература
1. Г. Е. Кричевский. Химическая технология текстильных материалов: учебник для вузов. –в 3 томах / Г.Е. Кричевский. –М., 2000-2001. – 436с, 540с, 298с. 2. Г. Е. Кричевский. Возрождение природных красителей. / Г. Е. Кричевский. - Москва: Паблит, 2017. – 563 с. 3. J. Emsley, Healthy, Wealthy, Sustainable World (Cambridge: RSC Publishing, 2010). 4. N. Winterton, Chemistry for Sustainable Technologies: A Foundation (Cambridge: RSC Publishing, 2010). Y Wang (Ed.), Recycling in Textiles (Cambridge: Woodhead Publishing, 2006). 5. P.W. Nielsen, H. Kuilderd, W. Zhou and X. Lu, Sustainable Textiles: Lifecycle and Environmental Impact, Ed. R S Blackburn (Oxford: Woodhead, 2009) 33. 6. J.W. Tester, E.M. Drake, M.J. Driscoll, M.W. Golay and W.A. Peters, Sustainable Energy (Cambridge: MIT Press, 2005) 137. 7. О ecotextiles, (online: http:,//oecotextiles.wordpress.com/2009/ 07/14/; last accessed, 26 August 2011). 8. L. Grose, Sustainable Textiles: Lifecycle and Environmental Impact, Ed. R S Blackburn (Oxford: Woodhead, 2009) 33. 9. Textile Exchange, Organic Cotton Farm and Fibre Report 2011 (online: http://www.textileexchange.org/Organic-Exchange-Publications.html; last accessed, 26 August 2011). 10. D.W. Farrington, L. Lunt, S. Davies and R.S. Blackburn, Biodegradable and Sustainable Fibres, Ed. S Blackburn (New York: CRC Press, 2005) 191. 11. V.P. Panov, I.V. Zykova, S.A. Chekrenev. Heavy metals: The industry and environmental protection. Fibre Chemistry, 40 (3): (2008)241-245. 12. Oecotextiles (2005) Environmental Hazards of the Textile Industry Business Week. 13. T.L. Dawson. It must be green: meeting society's environmental concerns. Coloration Tech 124(2), (2008): 67-78. 14. L. Grose. Sustainable textiles: life cycle and environmental impact. In: Blackburn RS (EcL), Woodhead, Cambridge, UK, (2009), p. 33-60. 15. J.M. Hawley Recycling in Textiles. In: Wang Y (Ed.), Wood head, Cambridge, UK, (2006), p. 7-24. 16. Barnes. Life Cycle Inventory for Cotton, Cotton Incorporated. (2009) 17. M. Poliakoff, P. Licence Sustainable technology: Green chemistry. Nature 450(7171), (2007): 810-812. 18. S.B. Moore, M. Wentz. Sustainable textiles: life cycle and environmental impact. In: Blackburn RS (Ed.), Wood head, Cambridge, UK, (2009), pp. 214-229. 19. A.K. Roy Choudhury. Green Chemistry and the Textile industry. Textile Progress 45(1), (2013): 3-143. Комментарии:Пока комментариев нет. Станьте первым! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||